802824-1
2019-03-23

-
Part NO.
Open type:802824-1
-
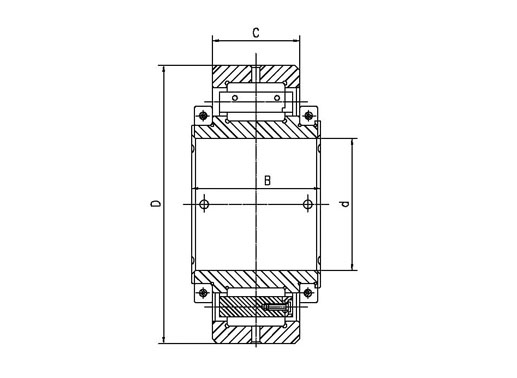
Dimension
d:120mm
D:180mm
B:70mm
C:36mm
-
Mounting
-
Basic Load Ratings
Cr:248kN
Cor:335kN
-
Equivalent Model
Mass:5kg
- Features
- Mounting
802824-1 split cylindrical roller bearing features:
1. The inner ring, outer ring and cage with the roller set are split in half, and held together by screws.
2. High loading capability.
3. Simplify the replacement and mounting, reduce downtime of machinery and plant.
4. Reduce assembly and maintenance costs.
802824-1 split cylindrical roller bearing installation instructions
Bearings must be disassembled before assembling into position.
To ensure proper operation, split cylindrical roller bearings must be clamped onto a clean, uniform shaft that is within the specified tolerance limits and adequately lubricated. Also, the inner and outer ring halves and roller assemblies are not interchangeable with other bearings, and must be matched according to the markings on the rings during installation.

1. Place the housing base or flange lower half into postion.
2. Place the inner race at the correct position on the cleaned shaft.
3. Fit the clamping rings then progressively tighten all screws. Tap down each half of the inner race and clamping rings
all around the shaft using a rubber hammer. Retignten the screws.
4. Assemble the cage and roller assembly around the inner race, then coat them with grease.
5. Fit the remaining parts, finishing with the upper outer ring half.
6. Lower the shaft in order to subject the bearing to load.
7. Secure housing cover.



